Typical Applications of Servo Press System for Manufacturing
Validynamics > Typical Applications of Servo Press System for Manufacturing
The precision CNC servo electronic press, commonly referred to as a servo press, servo pressing machine, servo press lathe, electronic press lathe, or electronic pressure machine, operates based on the principle of driving a high-precision ball screw with a servo motor to perform precise pressing and assembly tasks. It enables full closed-loop control of pressing force and insertion depth during the pressing process, thereby achieving precision pressing with online quality management.
Typical Applications of Servo Press System for Manufacturing
The application of servo presses is very broad, covering industries such as automotive, electric motors, electronics, as well as home appliances, machinery, and other fields. They are primarily used for press-fitting components in various industries. The choice of servo press series and type varies greatly between industries, making the selection of a suitable servo press crucial.
The uses of servo presses differ across industries:
Automotive Industry: Primarily for press-fitting engine components, such as engine cylinder heads, cylinder liners, oil seals, etc., as well as for assembling steering components, driveshafts, gearbox components, brake discs, and more.
Electric Motor Industry: Mainly for press-fitting micro-motor components, such as spindles and housings, and for assembling motor components, including bearing press-fitting.
Electronics Industry: Used for press-fitting circuit board components.
Home Appliance Industry: Used for press-fitting appliance parts, riveting appliance accessories, and more.
Machinery Industry: Applied in press-fitting mechanical parts, assembling automated production lines, and conducting durability tests on consumable components.
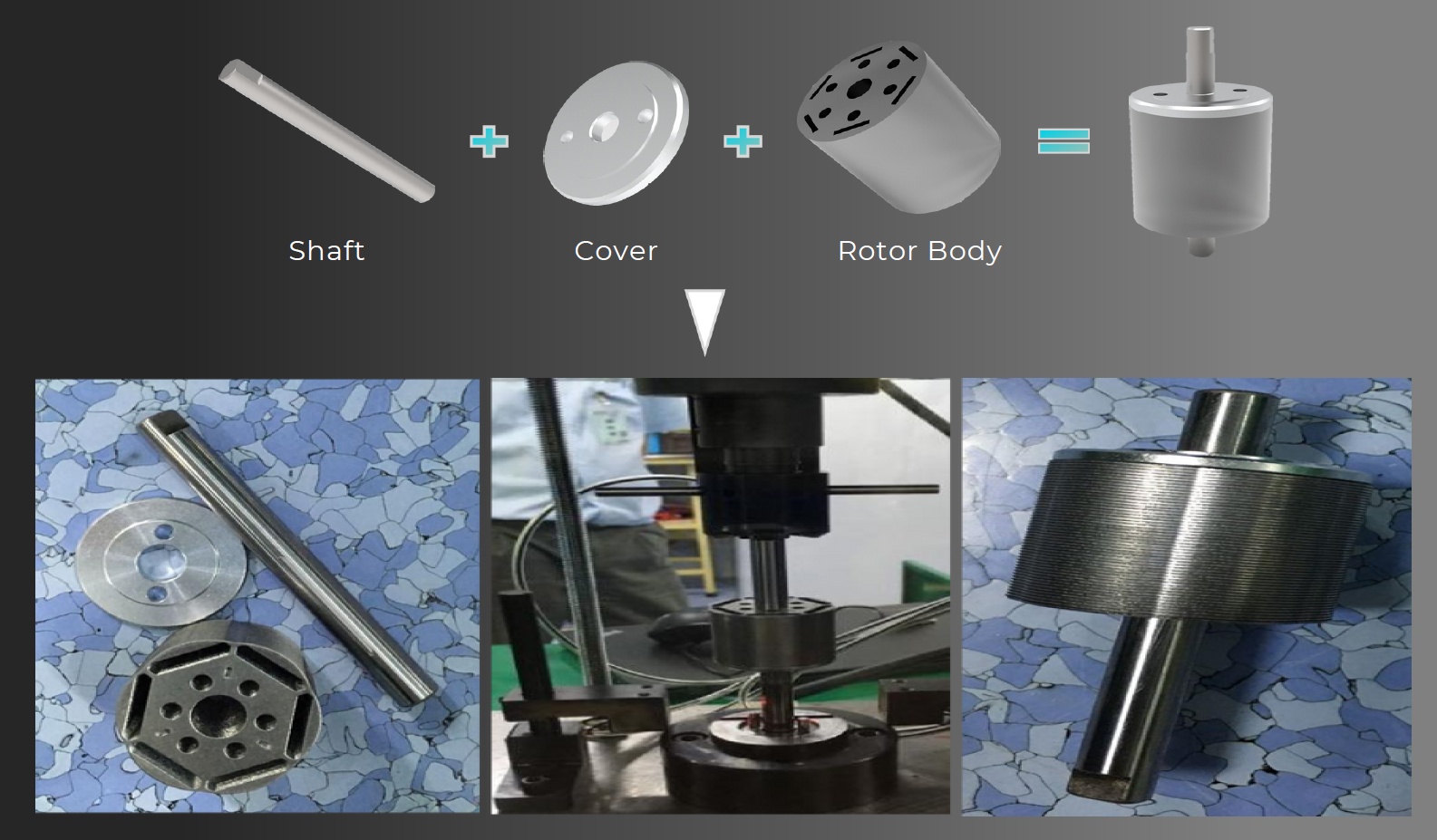
Typical Application: Motor Rotor
Requirements: The motor rotor shaft needs to be press-fitted with the rotor core and cover plate using an interference fit.
Process: The position mode is used to vertically press the motor rotor shaft into the rotor core and coverplate, going through four stages: initial contact and force application, smooth pressing, pressing to the end and pressing limit.
Technical Requirement: The insertion depth is approximately 40mm, with a cycle time requirement of 5seconds. The insertion depth error must be controlled within a range of 0.02mm. The system should be ableto detect and reject products that exceed tolerance limits, using four-window detection for real-time online quality inspection.
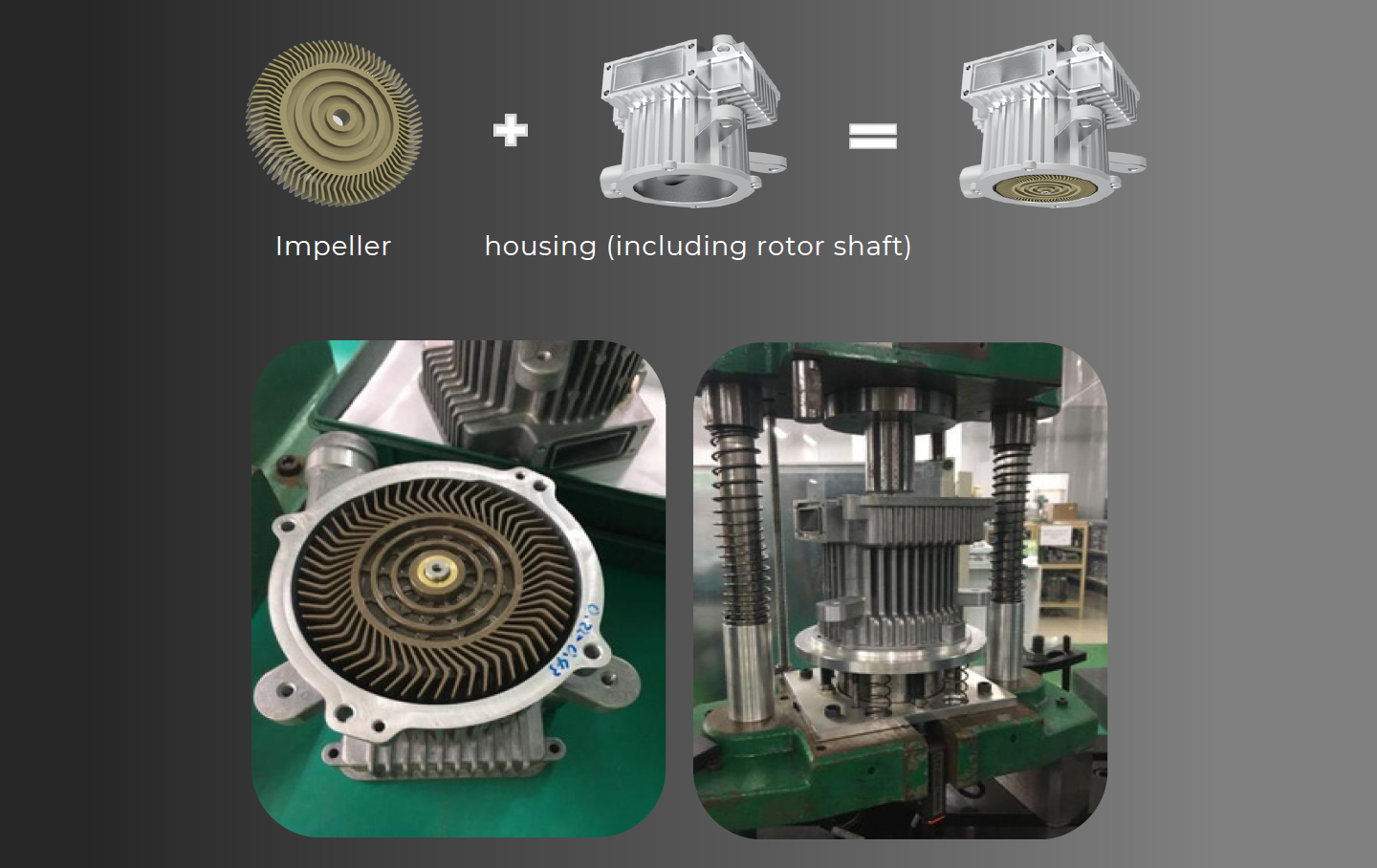
Typical Application : Motor Shaft
Requirements: The motor rotor shaft and impeller need to be press-fitted using an interference fit.
Process: Using the position mode, the impeller is pressed into the motor rotor shaft to ensure the impeller is within a fixed position range relative to the motor flange surface. Through TCP/IP communication, the average value of three external photoelectric displacement sensors triggers the stop of the pressing operation, completing the pressing and returning. The process undergoes three stages: initial contact and force application, pressure increase, and pressing emergency stop.
Technical Requirement: The insertion depth is approximately 15mm, with an allowable position deviation of±0.01mm when externally triggered to stop, and a cycle time of 10 seconds. The system uses two-window detection to monitor the actual position range during the initial contact and force application stage, and thea ctual pressure range during the pressure emergency stop stage. Products with impeller deviations that are too large or too small are rejected.
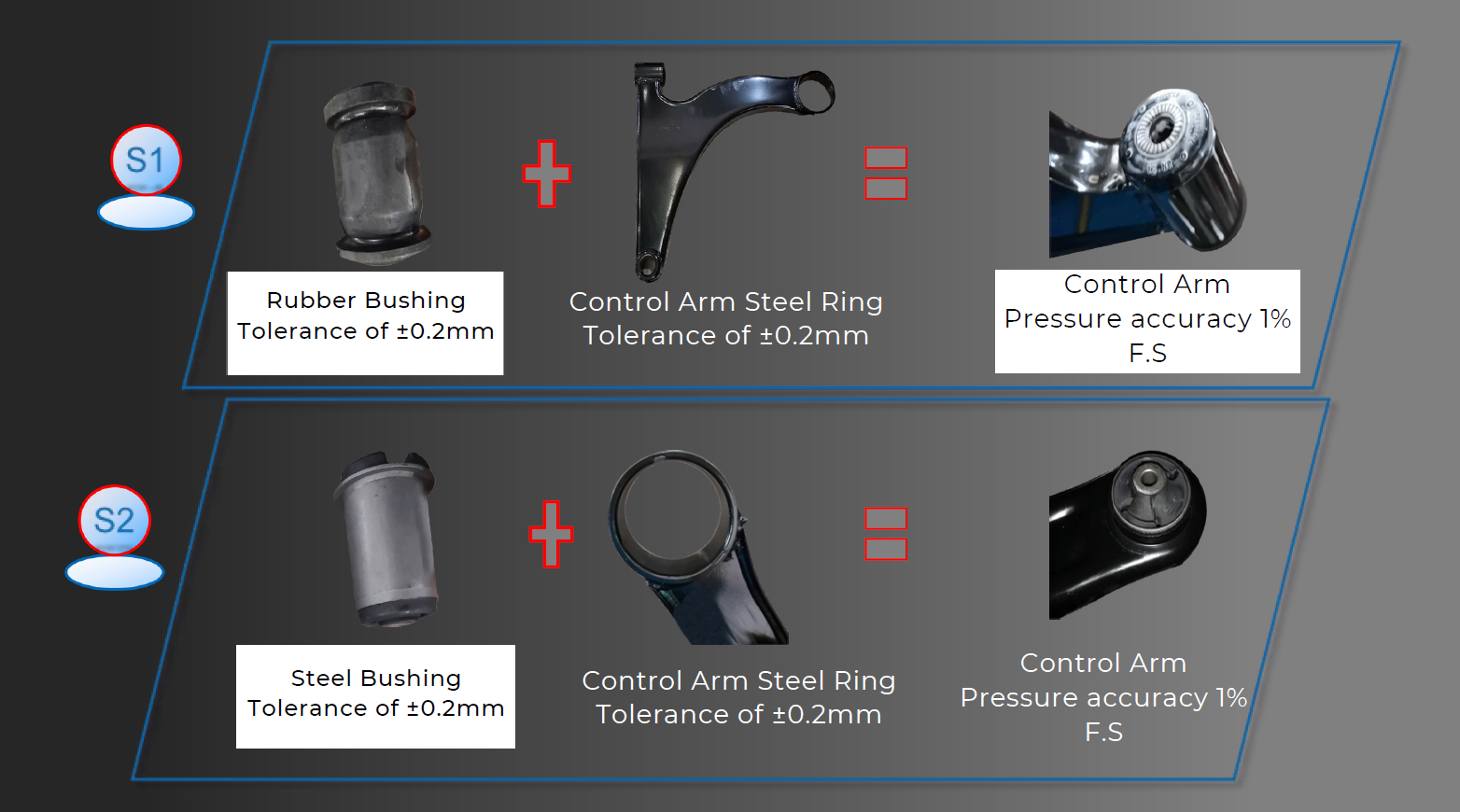
Typical Application : Rubber Bushing + Steel Ring
Requirements: Due to the large incoming material tolerance (±0.2mm), the pressure mode is required for pressing. For the S1 part, the target pressure is 30KN, while for the S2 part, it is 50KN. The pressure accuracy must be within 1% FS, with a cycle time of under 6 seconds. Additionally, the consistency of the insertion depth stroke must be maintained within 0.05mm.
Process and Results: The insertion depth is approximately 60mm, with a cycle time of 5.6 seconds. Due to the long insertion stroke and the need to maintain pressure accuracy, a pre-pressing function was used to quickly press down, speeding up the cycle time. Window detection was also enabled to eliminate defective products, ensuring 100% quality inspection. In actual production, the pressure accuracy achieved is 1% FS, and the product depth consistency is 0.02mm, fully meeting the requirements.
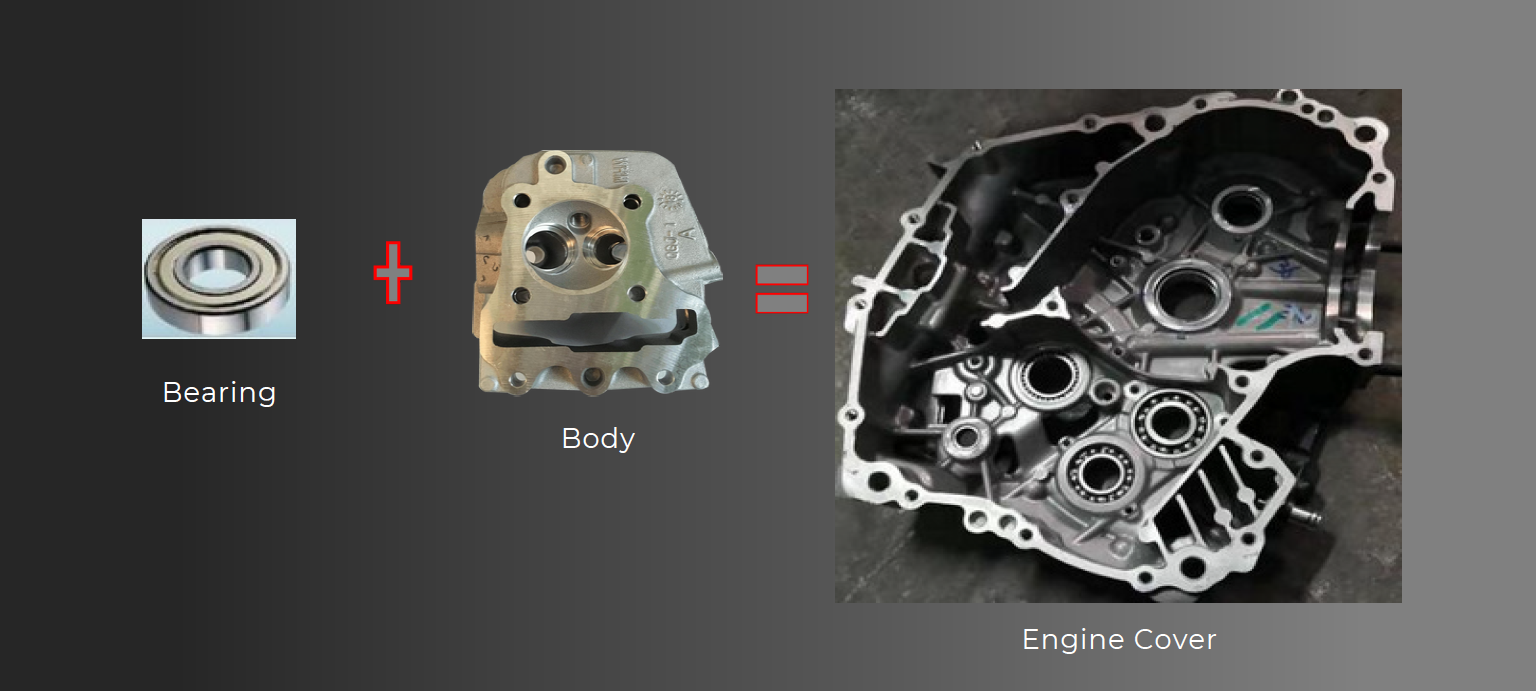
Typical Application : Bearing For Engine Housing
Requirements: The process involves robotic loading, with the workpiece tray being fed into the productionline. Siemens PLC remotely sends the pressing command, and quality assessment is performed during thepressing process.
Process:
Step 1: In the corresponding pressing mode, the bottom electric cylinder is first used to assist in supporting thecylinder body, followed by the main cylinder action, pressing the bearing into place.
Step 2: Window 1 detects the fit tightness and pressure value during the smooth pressing phase. Window 2 detects the target pressure and position value during the pressing limit stage.
Pressing Results:
The pressure accuracy achieved is 1% F.S, with a repeat positioning accuracy of ±0.01 mm
The end-to-end pressing solution effectively resolves the auxiliary support andinterference issues.
The remote PLC can read system position, pressure, speed, and information aboutgood and defective products in real-time.
Demo / Application Photo and Video
Automotive Parts Assembly with Servo Press
Embedded Valid Magnetics Servo Press into the automation production line of Eletric Car Driver